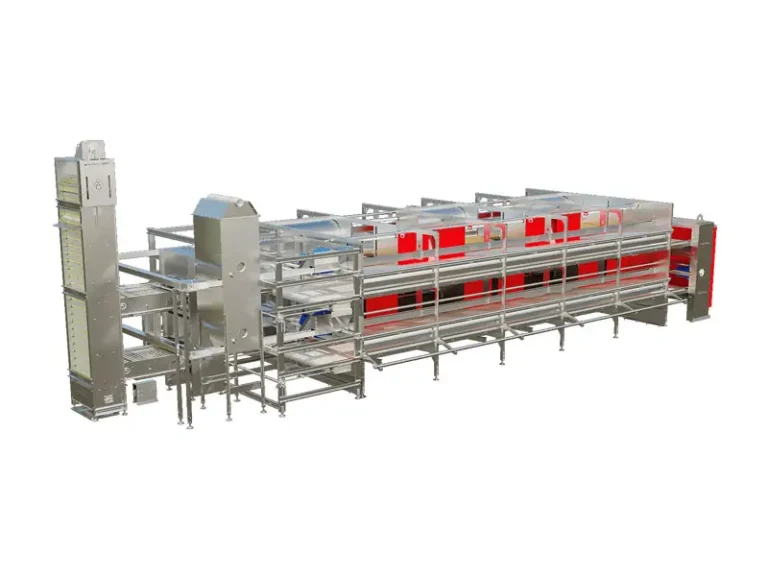
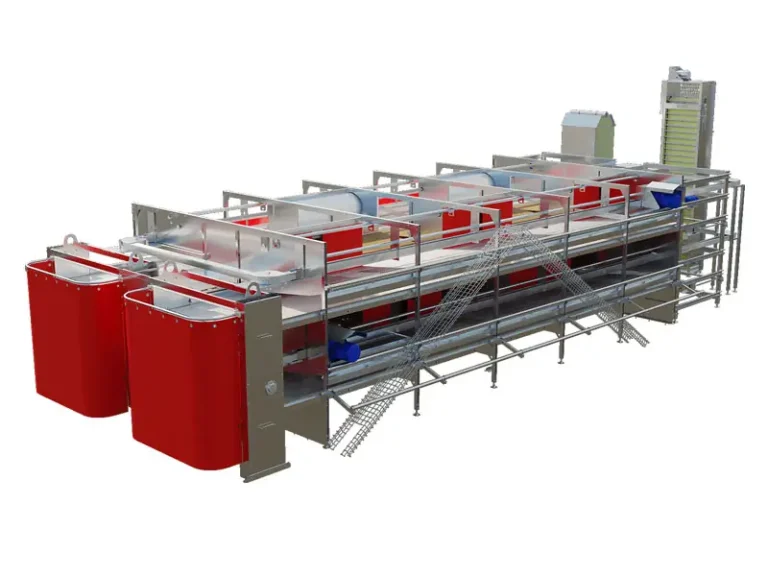
Commercial Multi-Tier Aviary Systems
Aviary housing—also known as an aviary system—is a multi-tier cage-free housing solution designed primarily for laying hens in large-scale poultry production. Similar to plastic slatted flooring, an aviary system supports the natural behaviors of layers. Compared with conventional battery cages, aviary housing offers hens greater freedom of movement and access to perches, nest boxes, dust-bathing areas, foraging zones, and social interaction spaces. With the ability to express their natural instincts, hens remain healthier and generally achieve higher productivity.
In 2004, cage-free egg production in EU member states accounted for 25% of total output. By 2014, this share had risen to 50%, representing a 100% growth rate. Over the past decade, market data from the United States and Canada shows a clear trend: sales of caged eggs have fallen by around 40% in the past three years, while cage-free egg sales have increased by nearly 50%. The United States has also announced its plan to transition more than two-thirds of its egg industry to welfare-focused cage-free systems by 2025.





The appropriate age of chickens for an aviary system can vary depending on the design and setup of the system, as well as the specific goals of the poultry operation. However, aviary systems are generally used for laying hens, typically starting from pullets (young hens) around 16-18 weeks old when they are ready to be introduced to the laying environment.
Sheedoz also provides other cage-free solution such as slatted floor system, deep litter system, chain feeding system and cage free system.
- Facility automation: litter removal, egg-collection, feeding, drinking, lighting and microclimate systems.
- Minimizing the human factor influence on production.
- Equipment made from high-quality galvanized steel.
- Prolonged service life of the equipment.
- Individual approach to each project and each customer.
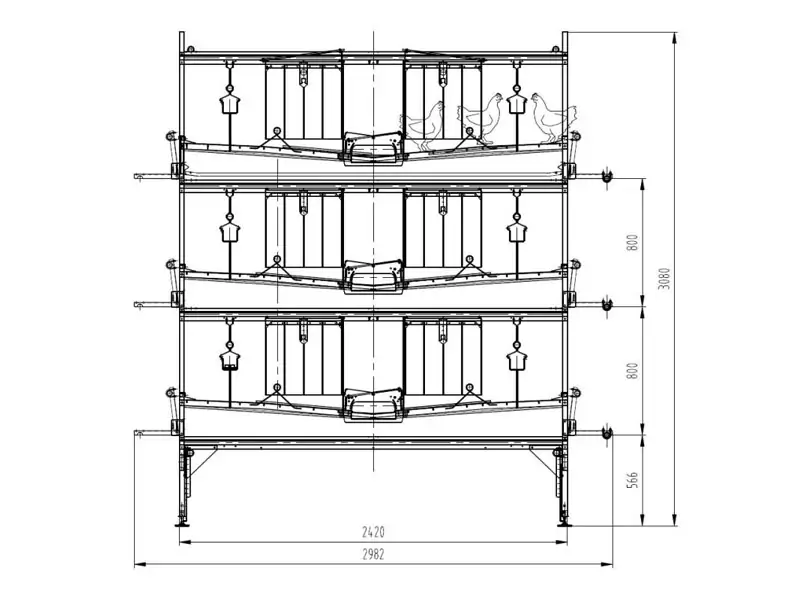
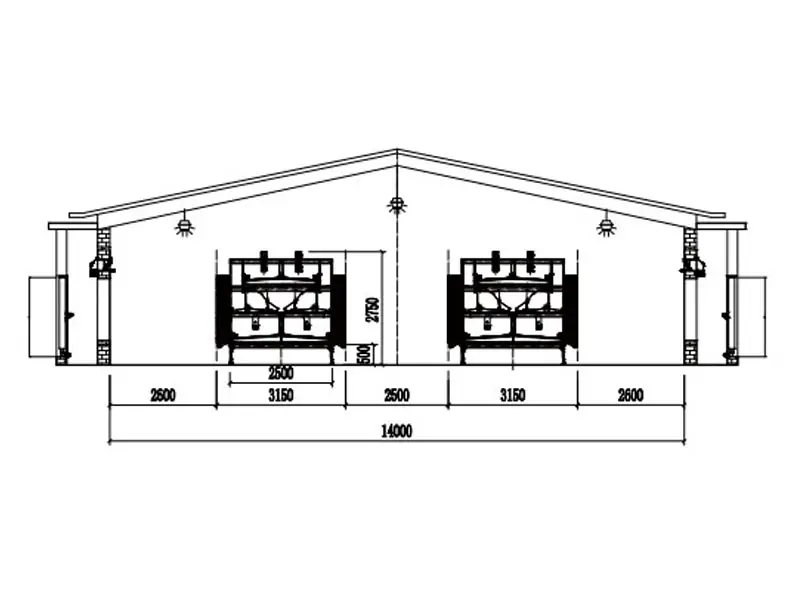
Specifications
| KAT Directives | EU Directives | ||
| 2-level system | 2 -level system | 3-level system | |
| Section width | 2750 mm | 2750 mm | 3100 mm |
| Section depth | 1219 mm | 1219 mm | 1219 mm |
| Section height | 1990 mm | 1990 mm | 2760 mm |
| Feeding front | 9752 mm | 9752 mm | 14628 mm |
| Nest area | 0,813 m2 | 0,813 m2 | 1,219 m2 |
| Useful section area* | 10,84 m2 | 10,84 m2 | 16,25 m2 |
| Floor mesh slope | 14% | 14% | 14% |
| Number of birds per section* | 98 birds | 98 birds | 146 birds |
| Space under battery | 450 mm | 450 mm | 450 mm |
| Level height | 767 mm | 767 mm | 767 mm |
Why Sheedoz?
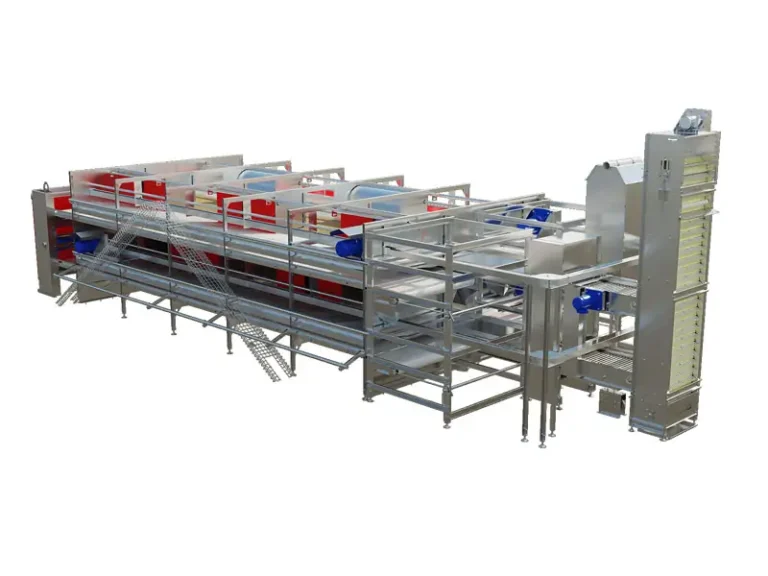
Sheedoz solution is equipped with the elevator-based egg collection system. This system ensures highly reliable, accurate and precise egg collection process.
Egg collection process automation offers the following benefits:
- High process performance;
- Reduced stress for birds;
- Low egg damage rate;
- Compliance with biological safety requirements;
- Decreased labor intensity.
The key benefit is the perfect cleanness of eggs!
Elevator-based egg collection system is a high-performance full-fledged equipment, which allows simultaneous egg collection from all battery levels. Each battery requires installation of two elevator units. The elevator-based egg collection system may be integrated into the general egg-handling system of the poultry farm.
Use of the elevator-based system allows:
- Simultaneous collection of eggs accumulated at any crosswise egg collection conveyor height level.
- Transfer of eggs to any handling systems, receiving trays of grading and packing machines.
System structure and specially designed egg collection tunnel coverings help to protect the eggs from dust, litter and from pecking by the birds. The covering slope efficiently prevents accommodation of litter
System advantages:
- Simple and space-effective solution
- Reduced labor intensity of the process
- Economic benefits
Elevator-based systems are recommended for use at the poultry farms with larger flocks, where the egg collection rate is a key contributing factor for overall performance, as well as at the facilities, which have implemented or intend to implement the integral egg handling system for the entire poultry farm.
Belt conveyor of the egg collection system runs at the middle of the battery. Such arrangement helps to increase both the useful area of the cell and the maximum poultry population.
The belt runs through all level of the egg collection system, except for the ground level, in order to ensure successful retrieval and handling of eggs to the collection points.
Plastic ‘claws’ of the egg collection elevator significantly reduce the egg damage rate.
The nests are arranged in the checkerboard order at each level on the both sides of the egg collection line running at the middle of the battery.
The nest arrangement pattern and use of the artificial grass as coating help to create the comfortable egg-laying conditions for a hen. The perches are located in such a way as to allow the birds to move conveniently along the battery.
The proposed configuration of Sheedoz includes the automated nests with lifting bottoms.
Nest specifications:
| Depth | 430-490 mm |
| Length | 1 219 mm |
| Bottom coating | Artificial grass |
| Bottom slope | 8-10° |
| Structural material | Galvanized steel |
| Ø of floor mesh | 3,8 mm |
| Floor mesh coating | Zinc-plating |
| Opening / closing time | At least 15 minutes |
Sheedoz solution utilizes the belt-based litter removal system, which ensures high-quality litter removal and maintenance of the equipment in clean condition, thus contributing to the microclimate conditions improvement in the poultry house.
This system offers quick and reliable litter removal across all levels of the facility, except for the first level, under which the dedicated floor litter removal scrapers are running.
Dedicated system design allows timely and easy removal of litter, which helps to avoid accumulation of ammonia vapors and has a favorable effect on the poultry unit microclimate.
The litter removal system consists of:
- Drive and tension station.
- Polypropylene belt.
- Transverse and inclined conveyor.
Litter removal belt characteristics:
- Resistant to aggressive environment
- Thickness 1-1,2 mm
- High tensile strength
- May be used in conveyors operated in the temperature range between 100 to 600С
- May be used for handling aggressive materials
- Low surface adhesion
- Easy cleaning
The polypropylene belt is located below every battery level. When the litter is gradually accumulated, it is carried by the belt along the battery towards the drive station, where the dedicated scrappers move it to the transverse litter unloading conveyor.
For reliability’s sake, the system uses two separate belts at every level, where one belts runs at each side of the battery. The narrower the belts are, the more reliably the whole system operates.
The belt is operated by the drive station, which is also used to adjust its position, where necessary. The tension station serves to maintain the required belt tensioning level. The tension station design uses the auger-type cleaning shaft, which ensures cleansing of the litter removal belt on the inside.
In the drive station area, the belt surface is cleaned by the dedicated scrappers made of the wear-resistant material. Special mechanism presses the scrapers against the work surface of the belt, which allows efficient cleansing of the belt from litter.
A curtain made from dense wear-resistant material at the end of the battery prevents the litter from scattering during discharge to the transverse conveyor. The curtain is easily removable during maintenance of drive shafts and cleaning of scrappers.
The transverse conveyor is equipped with the rubber-textile belt for removal of litter from the poultry unit directly to the inclined conveyor, which, in turn, is used for discharge of litter into a vehicle for further disposal. The inclined conveyor also features a dedicated cover made of galvanized steel.
Advantages:
- Metal materials with high corrosion resistance
- Hot dip galvanization of conveyor surface
- Polypropylene belt
- ①In-house production
②Top-tier raw materials
③High quality
④Testing at internal laboratory
⑥Quality control
Use of our feeding systems helps to ensure the following:
- Highly precise and efficient feed distribution
- Feed uniformity for each bird
- Feed loss prevention
- Reduced labor efforts
- Reduced energy consumption
Chain-based feed distribution system consists of the following:
- External storage feed bin
- Transverse feed loading conveyor
- Following equipment installed at every level:
- Agitator hoppers
- Closed feed distribution circuits
- Feed conveyor chain drive mechanisms
- Swivel blocks
- Feed tray
Transverse feed loading conveyor supplies the feed from the external bin to the agitator hopper. The feed agitator constantly shakes the feed mass in order to prevent sticking and lump formation. The purpose of this process is to ensure even feed distribution throughout the feed gutter of entire cage battery.
System advantages:
- Efficiency and reliability
- Easy operation and maintenance
- Reduced feed loss
- High feed distribution unit performance
Sheedoz offers reliable, efficient and easy-to-use drinking system. The purpose of this system is quite simple – to supply the birds with water of proper quality and in sufficient quantity. Furthermore, this system also serves for delivery of necessary medications to the birds.
The system consists of the following:
- Water treatment unit;
- Water distribution system for cage batteries
- Drinking lines at every level
The water treatment unit consists of filters, water flow meter, medicator, pressure gauges, valves and fittings. Depending on the technical specifications, water pressure regulators also may be incorporated.
The filter ensures purification of water from mechanical impurities. Use of 2 filters connected in-parallel through valves and fittings allows uninterrupted water supply to the drinking system without a need for shut-off during maintenance of one of the filters.
Pressure gauges in water supply system control the system pressure and record precise values of filter performance rating.
Water flow meter allows operational control of the water consumption, which in turn assists in analyzing the flock condition.
In order to maintain optimal water pressure, the membrane-type pressure regulators are used.
Water distribution system for cage batteries is made of pipes manufactured from food-grade plastic.
The nipple drinkers are attached to the plastic square section pipe with the length of 5,98 m. Such design not only reduces the number of connections, but also ensure high-quality assembly and leak-proof connection sealing.
The pipe walls feature special bulges in the nipple screwing-in points in order to ensures reliable nipple attachment.
Advantages:
- Drinking line pipes:
①Made of top-of-class raw materials;
②In-house manufacturing
③High-quality assembly
④Minimum number of connection points - Nipples moveable up and down
Microclimate management in poultry production is just as crucial as the quality of the housing equipment itself—and its importance can hardly be overstated.
Regardless of breed or genetic potential, birds cannot maintain good health or achieve high productivity without proper microclimate conditions. The microclimate inside a poultry house is defined by a combination of factors, including temperature, humidity, air flow rate, atmospheric pressure, noise levels, air composition, and microbiological contamination.
A microclimate system is essentially a set of integrated technologies designed to create, regulate, and maintain the required environmental parameters throughout the production cycle.
Research in poultry science indicates that microclimate influences flock productivity by approximately 10–30%. Poor environmental conditions weaken the birds’ immune resistance, reduce performance, shorten the lifespan of equipment, and may even compromise the structural integrity of poultry buildings.
The efficiency of any microclimate system depends heavily on selecting the right equipment, proper installation, and accurate calculation of system parameters.
Sheedoz specializes in designing fully automated microclimate systems. When configuring a system, several factors must be considered, including flock breed and size, local climatic conditions, and the geographical location of the farm.
A complete microclimate system may include one or more of the following subsystems:
Ventilation
Heating
Humidification / Cooling
- Automation
HUMIDIFICATION / COOLING
For farms located in hot climate regions, Sheedoz offers high-performance cooling units designed with evaporative cellulose panels. These panels are engineered using industry-leading innovations to ensure optimal cooling under any climatic or operating conditions.
The evaporative panels are manufactured from specially treated cellulose paper with a cross-angled cellular structure, ensuring excellent water-to-air contact. The paper is coated with an odorless resin that enhances water absorption and preserves panel rigidity. This unique structure enables maximum cooling efficiency with minimal pressure drop.
Key Advantages:
High cooling performance
Improved air freshness
Long service life
Easy maintenance
HEATING
Maintaining proper temperature is critical for flock performance, particularly during early growth stages. Sheedoz offers cost-efficient heating systems built around direct and indirect heating units powered by natural gas, LPG, diesel fuel, or water-based fan heaters.
Features of Direct Heating Units:
High reliability and durability
Low noise operation
High outlet air temperature
Rapid heating
Near-100% efficiency
Heating units can be installed either inside or outside the poultry house. All units are equipped with overheating protection fuses, sealed switches for safe operation, and corrosion-resistant components to ensure long service life, even in extreme climates.
System Properties:
Reduced CO, NOx, and ethylene oxide emissions
Stainless steel housing
Automated ignition
Full integration with automated microclimate control
Winter/summer switch allowing use as circulation fans
Compliance with international standards
VENTILATION
Ventilation is essential for establishing and preserving optimal microclimate conditions within poultry houses. Proper air quality improves flock health, increases productivity, and ensures stable environmental conditions year-round.
Sheedoz designs ventilation systems tailored to the climatic conditions of each poultry farm. These systems maintain required temperature levels and ensure a consistent supply of fresh air and efficient air exchange in all seasons, using high-performance exhaust fans, air inlets, and advanced temperature-control components.
Advantages of Sheedoz Ventilation Systems:
High performance
Energy efficiency
Low noise
Durable construction
Operational reliability and cost-effectiveness
A well-designed lighting system plays a critical role in poultry production. Proper lighting directly affects the birds’ overall condition, feed intake, behavior, physiological development, and ultimately their productivity. As one of the key environmental factors, lighting helps regulate health, stress levels, and performance throughout the production cycle.
Our lighting solutions use state-of-the-art, energy-efficient technologies that provide optimal lighting conditions while significantly reducing electricity costs. Sheedoz offers a wide range of lighting systems suitable for all types of poultry housing and management methods.
Key Advantages
Use of LED lamps with energy consumption:
10× lower than filament lamps
2.5× lower than fluorescent lamps
Adjustable light intensity from 0–100%, enabling smooth sunrise and sunset simulation
Compliance with international environmental standards
High protection level against external impacts
Supervised installation included in the system price
Warranty and post-warranty service support
Inter-Row LED Lighting System for Poultry Houses
The system includes a lighting controller, a dimmer, and LED lamps.
Advantages of the P-RLС-1LV-V2 0–10V 230V Lighting Controller
Up to 99 programmable profiles
Each program allows configuration of:
Day
Time
Lighting intensity (%)
Transition period for gradual intensity change
Manual light intensity adjustment
Independent on/off switching for each lighting level
EPU-1500 Digital Dimmer
The system is equipped with the EPU-1500 dimmer, designed to eliminate flickering and ensure precise lighting control—critical factors for poultry behavior and stress reduction.
The EPU-1500 supports both automatic and manual operation, enabling smooth sunrise/sunset light transitions and easy adjustment of the lighting range, including upper and lower intensity limits. It is engineered for safe installation, stable performance, and easy maintenance.
Technical Features
230V AC dimmer with phase cut-off
Stable operation even at very low light levels
Brightness control via 0–10V signal or RS-485 (MODBUS-RTU)
Flexible MIN/MAX configuration
Digital RGB(W) lamp dimming
Auto-learning of preset values
Automatic restoration of settings after power outages
LED status alarms: overheating, overload, short circuit, low voltage
Easy installation
Waterproof cable sealing
LED Lamps for Inter-Battery Lighting
Sheedoz provides 4W and 6W LED lamps designed specifically for inter-row areas in poultry houses. These lamps are compatible with manual, automated, and remote-control systems, including various dimming devices.
They are engineered to replace traditional 40W filament lamps and 13W fluorescent lamps while delivering significantly higher efficiency. With a luminous efficacy of 72 lm/W, the lamps combine premium-quality LEDs with a pure aluminum housing, ensuring excellent heat dissipation and long service life.
Modern poultry farms increasingly aim to automate the full spectrum of production processes. Advanced technologies enable continuous data collection, real-time monitoring, rapid response, and centralized control of all operational activities—regardless of the farm’s scale. Automation ensures consistent performance, higher efficiency, and improved flock management.
Sheedoz offers a wide range of equipment and automation solutions designed to support every essential system involved in poultry production. Backed by extensive industry expertise, our team provides solutions tailored to each customer’s functional needs and budget.
Our Services
Design and development of customized control systems
Installation and commissioning
Technical service support
Training for poultry farm personnel
Warranty and post-warranty service
Sheedoz Automation Solutions
Microclimate control
Litter removal
Poultry harvesting
Egg collection
Feed distribution
Auxiliary Features
Feed weighing at external feed bins
Emergency opening of positive-pressure ventilation
Water level emergency detection
Automatic flushing of drinking lines
What Our Automation System Delivers
Minimizes human error
Improves equipment performance
Enhances final product quality
Optimizes resource consumption
Creates ideal conditions for poultry growing and management
Ensures uninterrupted workflow
Enables future expansion of production capacity
Remote Access & Monitoring
Sheedoz also provides remote access systems that support real-time monitoring, remote control, data analysis, event tracking, and alarm notifications. The integrated safety unit ensures immediate alerts in critical emergency situations.
Integrated Solutions Designed for Modern Poultry Farms
Our automation technologies help customers achieve:
Integration of advanced technological solutions
Full computerization and modernization of farm operations
Implementation of comprehensive data monitoring systems
System Features
Remote access with multiple authorization levels
Secure Web-based interface accessible via PC, smartphone, or tablet—anytime, anywhere
Recent Aviary Housing Project
An aviary system for laying hens was successfully exported to the Netherlands in 2024. The aviary housing system was designed and constructed strictly following the local animal welfare regulations and standards.




Qualification Certificate